
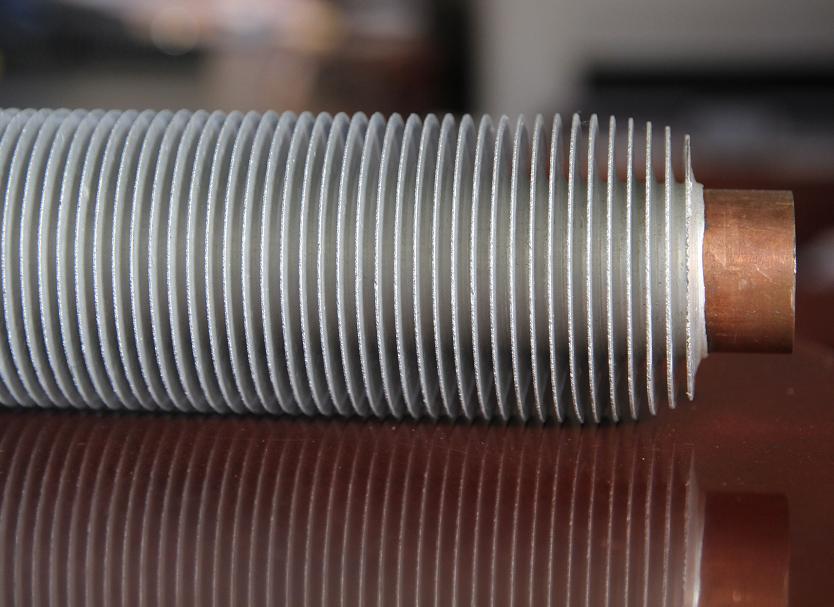
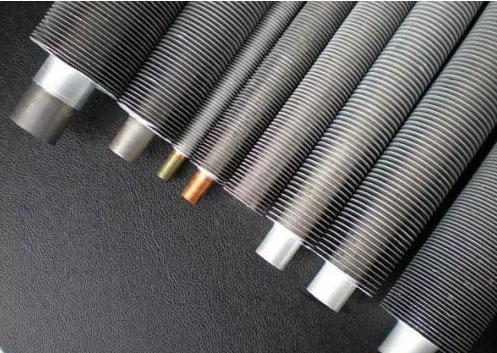
鳍片管/翅片管制造流程介绍
一种生产鳍片管的方法,它用现有的生产普通圆形无缝钢管的设备--自动轧管机组和普通冷拔装置生产鳍片管.它的主要特征在于:在穿孔工序后,采用不翻转90度的平轧,获得成品鳍片管所需要的雏形鳍部,再经过热处理,酸洗,磷化,皂化等辅助工序后,采用特殊设计的冷拔模具,在普通冷拔装置上进行3--5道次冷拔,从而获得所要求的鳍片管的形状和尺寸,然后在交错布置的滚式矫直机上矫直,最后检验包装.
螺旋翅片管焊接设备性能参数
项目
性能参数
焊接电源功率(W)
300
主轴最高转速(rpm)
300
可焊钢管直径(mm)
Φ25~Φ168
可焊钢管厚度(mm)
2~10
可焊钢管长度(m)
0.5~25
可焊翅片宽度(mm)
13~30
可焊翅片厚度(mm)
0.8~2.5
翅片间距(mm)
4~90
开齿齿距(mm)
4.5~8.0
焊接线速度(m/min)
35
螺旋旋向
左、右旋
可焊接材料
碳钢、低碳钢、不锈钢
翅片管主要性能指标
项目
性能指标
翅片高度偏差
≤±0.75mm
翅片螺距偏差在任意10个节距内的平均值
≤±0.2mm
翅片管的直线度
每米≤1mm,全长≤10mm
翅片与管子表面垂直度 (翅片倾俯角)
α≤8°
翅片与管子表面纵向焊着率
(测量处实际焊缝长度的总和与测量处理论焊缝长度比较)
La≥0.95Lt
翅片与管子表面横向焊着率
(测量处实际焊缝平均宽度的总和与钢带厚度比较)
Sa≥0.85Sf
焊接试件的拉脱强度
≥200MPa
螺旋翅片管焊接设备性能参数
项目
性能参数
焊接电源功率(W)
300
主轴最高转速(rpm)
300
可焊钢管直径(mm)
Φ25~Φ168
可焊钢管厚度(mm)
2~10
可焊钢管长度(m)
0.5~25
可焊翅片宽度(mm)
13~30
可焊翅片厚度(mm)
0.8~2.5
翅片间距(mm)
4~90
开齿齿距(mm)
4.5~8.0
焊接线速度(m/min)
35
螺旋旋向
左、右旋
可焊接材料
碳钢、低碳钢、不锈钢
翅片管主要性能指标
项目
性能指标
翅片高度偏差
≤±0.75mm
翅片螺距偏差在任意10个节距内的平均值
≤±0.2mm
翅片管的直线度
每米≤1mm,全长≤10mm
翅片与管子表面垂直度 (翅片倾俯角)
α≤8°
翅片与管子表面纵向焊着率
(测量处实际焊缝长度的总和与测量处理论焊缝长度比较)
La≥0.95Lt
翅片与管子表面横向焊着率
(测量处实际焊缝平均宽度的总和与钢带厚度比较)
Sa≥0.85Sf
焊接试件的拉脱强度
≥200MPa
(作者:admin 编辑:admin)
上一篇:螺旋鳍片管和螺旋翅片管什么区别
下一篇:H型鳍片管省煤器技术原理





延伸阅读:
最新文章



推荐文章
-
单金属翅片管VS双金
单金属翅片管和双金属翅片管的都......

-
翅片管好坏的现场
翅片管的现场检测方法主要有哪些......

-
钢制翅片管散热器的
翅片管散热器常用材料类型多,一般......

-
翅片管的换热面积怎
1.翅片管的换热面积怎么计算?翅片......


